-
 ALUCODUAL®"ENGINEERED SOLID SHEETS"
ALUCODUAL®"ENGINEERED SOLID SHEETS"
Perfect Flatness, Durability and Aesthetics. -
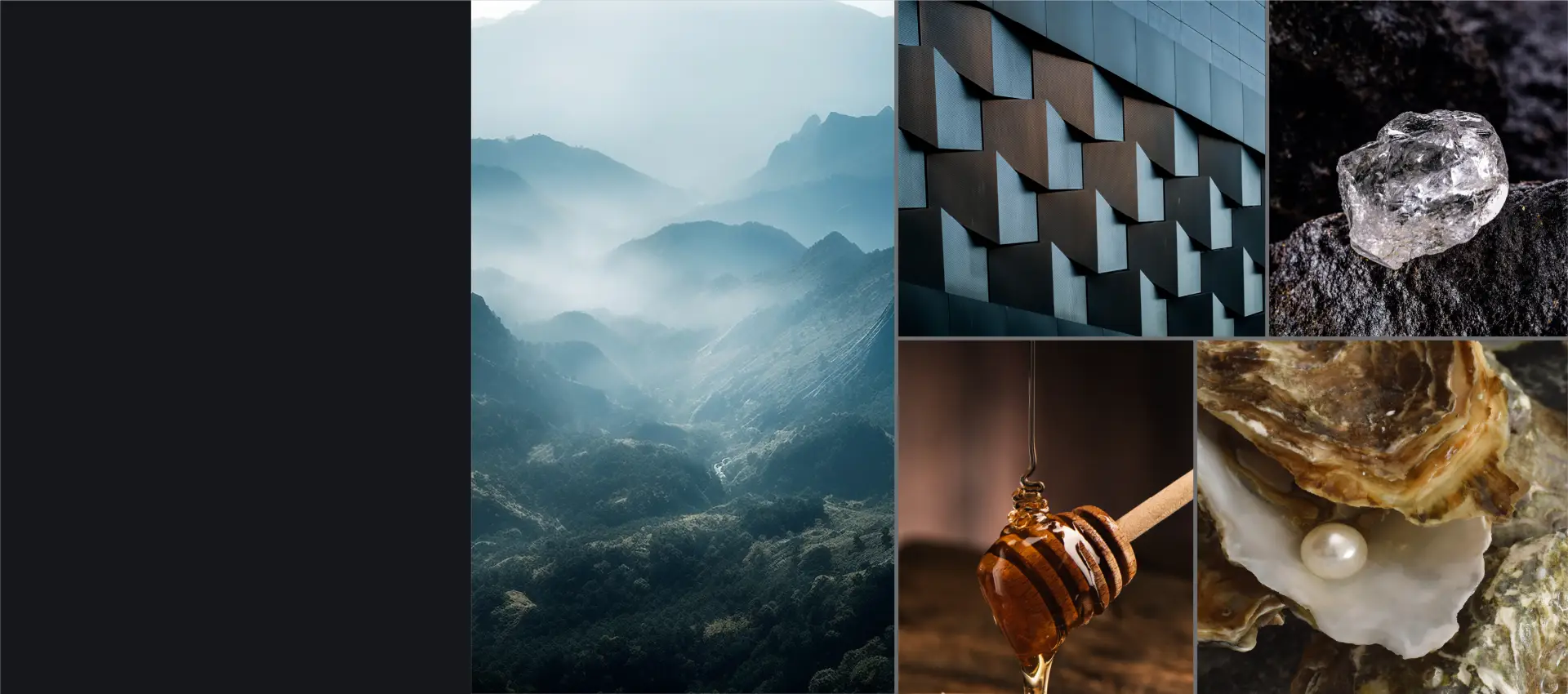 Organics EleganceMuted Tones, Timeless Grace
Organics EleganceMuted Tones, Timeless Grace -
 Anodised LookThe natural beauty of satin-smooth metal
Anodised LookThe natural beauty of satin-smooth metal -
 ColourscapesThe fascinating world of hues.
ColourscapesThe fascinating world of hues. -
 ConcreteTimeless face of contemporary beauty
ConcreteTimeless face of contemporary beauty -
 GroveBring alive your design with wood.
GroveBring alive your design with wood. -
 Make in IndiaServing India over a decade with a
Make in IndiaServing India over a decade with a
cutting-edge manufacturing facility in Pune


WELCOME
ALUCOBOND® is the original registered trademark brand protected globally by 3A Composites.
OUR HISTORY
3A Composites is an innovator and a global leader in the production of the high-quality aluminium composite sheet (ACS) – ALUCOBOND®. The group belongs to the listed company Schweiter Technologies headquartered in Steinhausen, Switzerland. 3A Composites, formerly known as Alcan Composites, is an independent division of Schweiter Technologies and has approximately 4300 employees worldwide.

OUR PRODUCTS
Visit our products page to see how we can help you unleash your creativity and achieve incredible results!

ALUCOBOND® A2
ALUCOBOND® A2 is the only non-combustible aluminium composite panel used in architecture world-wide.
View Products
ALUCOBOND® PLUS
ALUCOBOND® PLUS has been developed exclusively for the higher requirements of the fire regulations in architecture.
View Products
ALUCOBOND®
ALUCOBOND® is the “Original” and has been the market leader in aluminium composite panels world-wide since 1969.
View Products
ALUCORE®
ALUCORE® is an aluminium composite panel consisting of two cover sheets and a honeycomb core of aluminium.
View Products
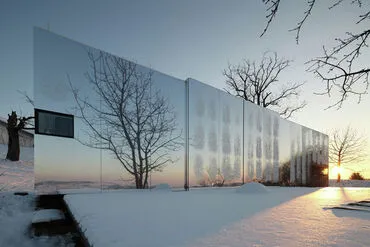
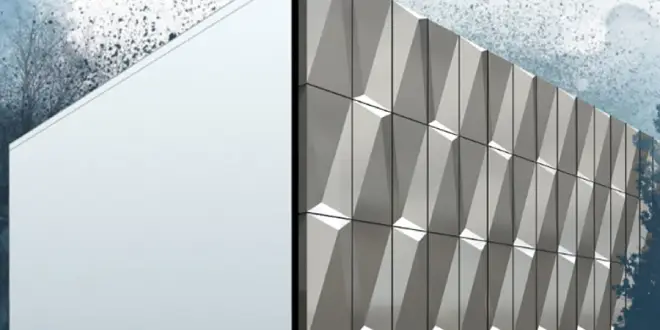
ALUCODUAL®
ALUCODUAL® is a
pre-coated engineered solid sheet comprising 2/3 layers of
laminated aluminium skins.





COLOURS AND SURFACES
ALUCOBOND® offers a huge range of solid, metallic and special effect colours. Customised colours are available on request.
Read moreDOWNLOADS
Download and read our brochures, shade cards, newsletters and other marketing collaterals.
Read moreALUCOBOND® Facademaker
ALUCOBOND® Facademaker
The ALUCOBOND® FacadeMaker creates DWG & BIM Files helping planners design their master projects.
Read more